Materialvalg for stumpsveisfittings Å velge riktig materiale er det første trinnet i å velge...
Lær mer om ulike typer buttweld rørfitting

Stumsveis rørbeslag representerer ryggraden i moderne rørsystemer på tvers av bransjer som spenner fra olje og gass til farmasøytisk produksjon. Disse presisjonskonstruerte komponentene muliggjør retningsendringer, forgreningsforbindelser, størrelsesoverganger og linjeavslutninger, samtidig som de opprettholder den strukturelle integriteten og den trykkholdige egenskapen til sveisede rørnettverk. I motsetning til gjengede eller flensede forbindelser, skaper stumpsveisebeslag permanente, lekkasjetette skjøter gjennom smeltesveising, og gir overlegen styrke, minimalt trykkfall og forbedret pålitelighet under krevende bruksforhold. Å forstå de ulike typene stumpsveisefittings, deres spesifikke bruksområder, dimensjonelle standarder og utvalgskriterier er avgjørende for ingeniører, designere og produsenter som arbeider for å skape sikre, effektive rørsystemer.
Stoppsveis albuer for retningsendringer
Albuer utgjør de mest brukte stumpsveisefittingene, noe som gjør at rørsystemer kan endre retning samtidig som strømningskontinuitet og strukturell styrke opprettholdes. Disse beslagene er tilgjengelige i forskjellige vinkler, radier og konfigurasjoner for å imøtekomme forskjellige rutekrav og ytelsesspesifikasjoner. Standard 90-graders albue endrer strømningsretning med en rett vinkel og representerer arbeidshesten til endringer i rørretningen. Disse albuene kommer i to primære radiuskonfigurasjoner: lang radius (LR) og kort radius (SR). Albuer med lang radius har en senterlinjeradius lik 1,5 ganger den nominelle rørdiameteren, noe som gir mildere strømningsretningsendringer som minimerer trykkfall og erosjon – noe som gjør dem til det foretrukne valget for de fleste bruksområder.
Albuer med kort radius, med senterlinjeradius lik den nominelle rørdiameteren, skaper mer kompakte retningsendringer som er nyttige der plassbegrensninger hindrer beslag med lang radius. Imidlertid skaper den tettere bøyningen høyere trykkfall og økt turbulens, noe som potensielt kan forårsake erosjon i høyhastighets- eller slitetjenester. 45-graders albuen gir en mildere retningsendring enn 90-graders beslag, ofte brukt i par for å lage 90-graders svinger med lavere trykkfall enn enkle 90-graders albuer. Andre spesialiserte vinkler inkludert 22,5 grader og tilpassede vinkler kan produseres for spesifikke bruksområder, selv om standardiserte 45 og 90 graders beslag gir bedre tilgjengelighet og lavere kostnader.
Fremstillingsmetoder for albuer
Stumsveisealbuer produseres gjennom flere prosesser, som hver påvirker beslagets egenskaper og egnethet for ulike bruksområder. Sømløse albuer, dannet av varm eller kald bøyning av sømløse rør, tilbyr jevn veggtykkelse og ingen langsgående søm, noe som gjør dem ideelle for høyt trykk og kritiske tjenester. Sveisede albuer, laget av plate eller sveiset rør, inneholder en langsgående sveisesøm som må vurderes i design og orientering under installasjonen. Dornbøyde albuer, skapt ved å bøye rett rør over formingsdorer, gir utmerket dimensjonskonsistens, men kan oppvise veggtynning på ekstradosene (ytre radius) og fortykning på intradosen (indre radius) som må tas hensyn til i spenningsberegninger.

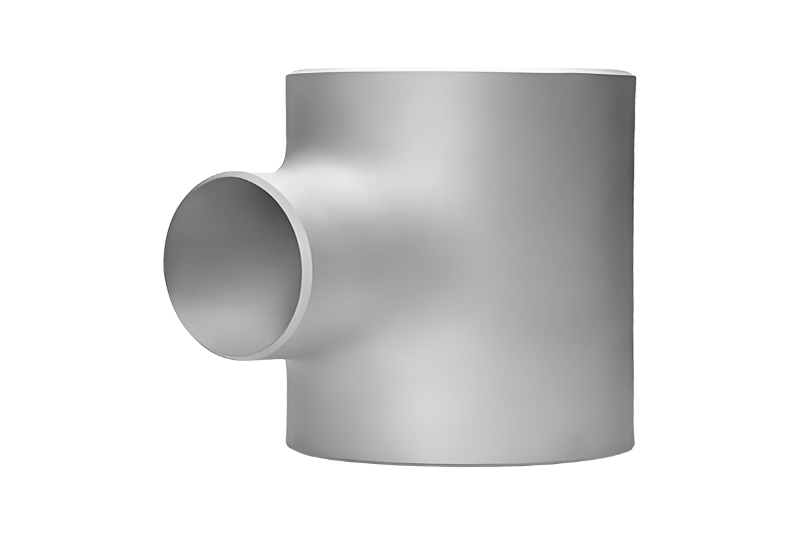
T-skjorter og kryssbeslag for grenforbindelser
T-beslag muliggjør grenforbindelser i rørsystemer, og skaper treveis koblinger hvor strømning kan splittes eller kombineres. Den rette tee, også kalt lik tee, har identiske diametre på alle tre åpninger, slik at like store rør kan krysses i rette vinkler. Denne konfigurasjonen passer applikasjoner der strømningen deler seg likt eller hvor gren- og løpelinjer har lignende strømningshastigheter. Reduserende T-stykker har et grenuttak med mindre diameter, samtidig som det opprettholdes løpeforbindelser med lik diameter, og tilpasser grenledninger med lavere strømningskrav uten at det kreves separate reduksjonsbeslag. Det reduserte utløpet kan være konsentrisk (sentrert) eller eksentrisk (offset), med eksentriske konfigurasjoner som forhindrer væskeansamling i horisontale grenledninger.
Kryssfester, selv om de er mindre vanlige enn tees, gir fireveis kryss der to vinkelrette rør krysser hverandre. Disse beslagene opplever komplekse spenningsmønstre under trykk og termiske belastninger, noe som gjør dem dyrere og generelt mindre foretrukne enn å bruke flere T-beslag. Kryss gir imidlertid plasseffektive løsninger for spesifikke geometrier og er av og til nødvendig i kompakte installasjoner. Både T-stykker og kryss er tilgjengelige i forskjellige tidsplaner og trykkklassifiseringer for å matche spesifikasjonene for tilkoblingsrør, noe som sikrer konsistent veggtykkelse og trykkholdende evne gjennom hele rørsystemet.
| Tilpasningstype | Konfigurasjon | Primær applikasjon | Nøkkelfordel |
| Rett T-skjorte | Uttak med lik diameter | Lik strømningsfordeling | Ensartet trykkklassifisering |
| Reduserende T-skjorte | Redusert grenuttak | Grenlinjeforbindelser | Enkel monteringsløsning |
| T-skjorte på siden | 45-graders gren | Mykere flytovergang | Lavere trykkfall |
| Cross | Fireveis veikryss | Vinkelrette kryss | Plasseffektivitet |
Redusere for rørstørrelsesoverganger
Redusere forenkler overganger mellom forskjellige rørdiametre, noe som muliggjør optimalisering av strømningshastigheter og rørkostnader gjennom et system. Konsentriske reduksjonsmidler opprettholder en felles senterlinje mellom de større og mindre rørstørrelsene, og skaper en symmetrisk kjegleform. Denne konfigurasjonen fungerer godt for vertikale rør- eller gasstjenester der det er viktig å opprettholde senterlinjejustering og væskeansamling ikke er et problem. Den gradvise diameterendringen i konsentriske reduksjoner minimerer turbulens og trykkfall, noe som gjør dem egnet for de fleste størrelsesoverganger der geometrien tillater det.
Eksentriske reduksjonsmidler har forskjøvede senterlinjer der den ene siden av beslaget forblir flat eller parallell, og forhindrer væskeansamling på høye punkter eller damplommer på lave punkter i horisontale rør. Installering av eksentriske reduksjonsmidler med den flate siden på toppen i horisontale væskeledninger forhindrer dannelse av gasslomme som kan forårsake strømningsavbrudd eller kavitasjon. Omvendt forhindrer installasjon med flat side ned i horisontale gassledninger væskeansamling som kan skape slugstrøm eller korrosjonsproblemer. Den eksentriske konfigurasjonen letter også drenering under vedlikehold ved å eliminere lave punkter der væsker kan fange seg.
Reduksjonsdesignhensyn
Diameterreduksjonen i reduksjonsrør påvirker trykkfall og strømningsegenskaper. Standard reduksjonsrør har typisk vinkler mellom 15 og 30 grader, og balanserer kompakt monteringslengde mot akseptable trykktap. Brattere vinkler skaper kortere beslag, men øker turbulens og trykkfall, mens mer gradvise vinkler krever lengre beslag, men gir jevnere flytoverganger. For kritiske applikasjoner som involverer høye hastigheter eller erosive tjenester, kan tilpassede reduksjonsgir med gradvis avsmalning spesifiseres for å minimere strømningsforstyrrelser. Veggtykkelsen på reduksjonsrørene samsvarer typisk med den tykkere av de to forbindelsesrørene for å sikre tilstrekkelig styrke i hele overgangssonen.
Caps for linjeavslutning og lukking
Stumsveishetter gir permanent lukking for rørender, skaper trykktette avslutninger for blindveislinjer, midlertidige avslutninger under trinnvis konstruksjon eller permanente utstyrsforbindelser. Disse kuppelformede beslagene fordeler trykkbelastninger effektivt gjennom deres buede geometri, og oppnår samme trykkklassifisering som koblingsrøret mens de bruker relativt tynt materiale. Den halvkuleformede eller elliptiske formen på hettene gir overlegne styrke-til-vekt-forhold sammenlignet med flate lukkinger, noe som gjør dem til det foretrukne valget for trykkholdige avslutninger.
Caps er tilgjengelige i forskjellige hodeformer, inkludert halvkuleformede, elliptiske (2:1) og torisfæriske, som hver tilbyr forskjellige dybde-til-diameter-forhold og trykkholdende effektivitet. Halvkuleformede hetter gir den sterkeste geometrien, men krever den dypeste profilen, mens elliptiske og torisfæriske hetter tilbyr mer kompakte løsninger med litt reduserte trykkklasser. For applikasjoner som krever hyppig tilgang eller potensiell fremtidig utvidelse, kan flenslukkinger med blindflenser være mer praktiske enn permanente stumpsveishetter, men med høyere startkostnad og økt lekkasjepotensial.
Stubbender og skjøteleddbeslag
Stubbender, også kalt lapskjøtstubbender, er spesialiserte stumpsveisebeslag designet for å fungere med flenser i overlappskjøter for å lage semi-permanente flensforbindelser. Stumpen sveiser til røret samtidig som den gir en avrundet flare som sitter mot en løs overlappingsflens. Denne konfigurasjonen gir flere fordeler i forhold til tradisjonelle sveisehalsflenser, spesielt i systemer som bruker dyre legeringsrørmaterialer. Stubbenden, laget av den samme korrosjonsbestandige legeringen som røret, gir all fuktet overflatekontakt, mens den ikke-kontaktende flensen kan lages av billig karbonstål, noe som reduserer materialkostnadene betydelig.
Stubbendene letter innretting under installasjonen siden overlappskjøtflensen kan rotere fritt på stubbenden, noe som forenkler innretting av boltehull med tilhørende flenser. Denne funksjonen viser seg spesielt verdifull når du installerer lange rørstrekninger eller kobler til fast utstyr der nøyaktig rotasjonsinnretting er vanskelig. Stumsveiseskjøten mellom endestykket og røret kan radiografisk undersøkes lettere enn kilsveisene som brukes med slip-on eller socket sveiseflenser, noe som gir høyere kvalitetssikring for kritiske tjenester. Imidlertid koster den todelte ende- og overlappsflensen mer enn tilsvarende sveisehalsflenser når begge komponentene bruker samme materiale, noe som begrenser bruksområder til situasjoner der materialkostnadsbesparelsene eller innrettingsfordelene rettferdiggjør de økte monteringskostnadene.
Dimensjonsstandarder og spesifikasjoner
Stumsveisefittings er produsert i henhold til ulike dimensjonelle standarder som sikrer kompatibilitet med standard rørstørrelser og veggtykkelsesplaner. ASME B16.9 dekker fabrikkproduserte støtsveisefittings av smistål, fastsettelse av dimensjoner, toleranser og trykk-temperaturklassifiseringer for størrelsene NPS 1/2 til og med NPS 48. Denne standarden definerer tilpasningsdimensjoner, inkludert senter-til-ende-avstander for albuer, senter-til-senter og ende-til-ende-dimensjoner og lengde-til-ende-dimensjoner og dimensjoner for flater og flater caps. MSS SP-75 gir spesifikasjoner for høytestede smidde stumpsveisingsfittings, som dekker de samme beslagstypene med forbedrede mekaniske egenskaper for tøffe bruksforhold.
Disse standardene spesifiserer veggtykkelsesplaner som samsvarer med standard rørplaner (skjema 10 til XXH), og sikrer at fittings opprettholder konsistente trykkklassifiseringer med tilkoblingsrør. Standardene definerer også toleranseområder for kritiske dimensjoner, ovalitetsgrenser og krav til retthet som sikrer riktig tilpasning under sveising og systemmontering. For størrelser, materialer eller konfigurasjoner som ikke dekkes av standardspesifikasjoner, kan tilpassede beslag produseres etter prosjektspesifikke krav, men til høyere kostnader og lengre ledetider enn standard katalogartikler.
Materialspesifikasjoner
Stumsveisefittings er tilgjengelig i hele utvalget av rørmaterialer, inkludert karbonstål, rustfritt stål, legert stål, nikkellegeringer, titan og andre spesialiserte materialer. Vanlige materialspesifikasjoner inkluderer ASTM A234 for karbon- og legeringsstålfittings, ASTM A403 for smidde austenittiske rustfrie stålfittings, og forskjellige andre ASTM-standarder for spesifikke materialfamilier. Materialvalg avhenger av driftsforhold, inkludert temperatur, trykk, korrosivt miljø og kompatibilitet med prosessvæsker. Fittings bør matche eller overgå spesifikasjonen til tilkoblingsrøret for å sikre konsistent korrosjonsmotstand og mekaniske egenskaper i hele rørsystemet.
Spesialformål stumpsveisfittings
Utover standard albuer, T-stykker, reduksjonsstykker og hetter, imøtekommer spesialiserte stumpsveisefittings unike rørkrav. Laterals, også kalt laterale tees eller wye-beslag, har grenforbindelser i 45-graders vinkler i stedet for de vinkelrette grenene til standard tees. Denne konfigurasjonen gir jevnere flytoverganger for grenavganger, og reduserer trykkfall og erosjon sammenlignet med 90-graders T-er. Lateraler er spesielt verdifulle i høyhastighetstjenester eller der minimering av trykktap er kritisk, selv om deres spesialiserte geometri gjør dem dyrere enn standard tees.
Swage nipler, også kalt reduserende swages eller ulik nipler, kombinerer funksjonen til en redusering med en kort lengde på røret i en enkelt beslag. Disse komponentene går over mellom rørstørrelser over en svært kort avstand, nyttig der plassbegrensninger hindrer installasjon av standard reduksjonsrør. Saler eller konturerte utløpsfittings gir forsterkede grenforbindelser for fabrikkerte utløpsapplikasjoner, sveising på løperøret for å lage grenåpninger uten separate T-fittings. Disse fabrikerte forbindelsene tilbyr fleksibilitet i grenplassering og vinkler, men krever spesialiserte sveiseprosedyrer og inspeksjon for å sikre tilstrekkelig styrke og lekkasjetett konstruksjon.
Sluttforberedelse og avfasingskrav
Riktig endeforberedelse er avgjørende for å oppnå gode stussveisinger når du installerer disse beslagene. Standard stumpsveisebeslag leveres med skrå ender forberedt for sveising i henhold til ASME B16.25 spesifikasjoner. Standard avfasningsvinkel på 37,5 grader (skaper en 75-graders inkludert vinkel når to skrående ender er sammenføyet) gir tilstrekkelig rotåpning og passende sporvinkel for fullstendig sveiseinntrengning ved bruk av ulike sveiseprosesser. Rotflaten, typisk 1,6 mm (1/16 tomme), gir en landing for rotpassasjen og bidrar til å forhindre gjennombrenning under innledende sveising.
Riktig justering og spaltekontroll under montering sikrer sveisekvalitet og systemintegritet. Rotåpningen mellom monterte komponenter varierer vanligvis fra 1,6 mm til 3,2 mm avhengig av sveiseprosess, rørveggtykkelse og sveisepreferanse, med konsistente hull rundt omkretsen som sikrer jevn varmetilførsel og penetrering. Feiljustering mellom koblingen og rørets senterlinjer bør minimeres, med de fleste koder som begrenser forskyvningen til 1,6 mm eller 1/8 av veggtykkelsen, avhengig av hva som er minst. Overdreven feiljustering skaper spenningskonsentrasjoner og potensielle sviktpunkter, spesielt i syklisk drift der utmattelsesbelastning oppstår.
Utvalgskriterier for stumpsveisfittings
Å velge passende stumpsveisefittings krever evaluering av flere faktorer utover enkel dimensjonskompatibilitet. Serviceforhold inkludert trykk, temperatur, væskeegenskaper og strømningshastigheter bestemmer nødvendig trykkklasse og materialvalg. Etsende eller eroderende tjenester kan kreve oppgraderte materialer eller tykkere veggplaner for å sikre tilstrekkelig levetid. Strømningsegenskaper påvirker valg av tilpasningsgeometri – høyhastighetstjenester drar nytte av langradius-knøyer og gradvise reduksjoner for å minimere trykkfall og erosjon, mens kompakte installasjoner kan kreve korte-radius-albuer til tross for høyere trykktap.
- Trykk- og temperaturklassifiseringer: Match eller overskrid maksimale designbetingelser med passende sikkerhetsmarginer
- Materialkompatibilitet: Sørg for korrosjonsbestandighet og mekaniske egenskaper som passer til prosessvæsker og driftsforhold
- Tidsplan og veggtykkelse: Oppretthold konsistent veggtykkelse i hele systemet for jevn trykkklassifisering
- Kodesamsvar: Bekreft at fittings oppfyller gjeldende rørledningskoder som ASME B31.1, B31.3 eller andre jurisdiksjonsspesifikke krav
- Kvalitetsdokumentasjon: Få mølletestrapporter, materialsertifiseringer og dimensjonale inspeksjonsrapporter for kritiske tjenester
- Økonomiske hensyn: Balanser innledende monteringskostnader mot installasjonsarbeid, forventet levetid og vedlikeholdskrav
Beste praksis for installasjon og kvalitetskontroll
Vellykket installasjon av stumpsveising krever overholdelse av utprøvd praksis som sikrer skjøtekvalitet og systemintegritet. Riktig lagring beskytter skrå ender og innvendige overflater mot skade, korrosjon og forurensning før installasjon. Beslag bør inspiseres visuelt før installasjon for å verifisere samsvar med dimensjoner, sjekke for overflatedefekter og sikre riktig merking av materialkvalitet. Rengjøring av innvendige overflater og sveiseklargjøringsområder fjerner oljer, smuss, kalkavleiringer og andre forurensninger som kan kompromittere sveisekvaliteten eller introdusere korrosjonsfremmende stoffer i systemet.
Sveiseprosedyrespesifikasjoner (WPS) og sveisekvalifikasjoner som er passende for materialene, veggtykkelsen og serviceforholdene må verifiseres før sveisingen begynner. Forvarmingskrav for karbon- og legeringsstål må beregnes og brukes for å forhindre hydrogenindusert sprekkdannelse og sikre tilstrekkelig sveiseduktilitet. Varmebehandling etter sveising kan være nødvendig for tykke vegger, visse materialer eller spesifikke bruksforhold for å avlaste restspenninger og gjenopprette materialegenskaper påvirket av sveising. Ikke-destruktiv undersøkelse inkludert radiografi, ultralydtesting eller andre metoder verifiserer sveisekvaliteten og oppdager defekter som kan kompromittere systemets integritet.
Å forstå de forskjellige typene av stumpsveisrørfittings, deres spesifikke egenskaper, og riktig valg og installasjonspraksis gjør det mulig for ingeniører og produsenter å lage pålitelige, effektive rørsystemer. Fra den allestedsnærværende albuen som muliggjør retningsendringer til spesialiserte studsender som muliggjør kostnadseffektive flensforbindelser, tjener hver armaturtype spesifikke funksjoner innenfor det overordnede rørnettverket. Oppmerksomhet på dimensjonsstandarder, materialspesifikasjoner, krav til sluttforberedelse og beste praksis for installasjon sikrer at disse kritiske komponentene yter pålitelig gjennom den tiltenkte levetiden, og opprettholder systemsikkerhet og driftseffektivitet på tvers av utallige industrielle applikasjoner.
Siste nytt
Nyheter Og blogger
Hold deg informert om våre siste hendelser


