Materialvalg for stumpsveisfittings Å velge riktig materiale er det første trinnet i å velge...
Hva er butt Weld Equal Tees og hvordan brukes de i rør?

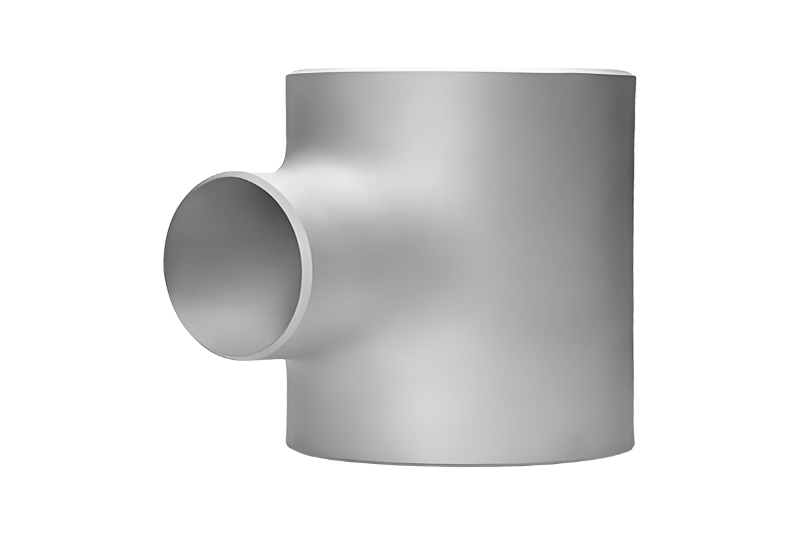
I industrielle rørsystemer bestemmer påliteligheten til hver armatur integriteten til hele nettverket. Blant de mest essensielle komponentene er stumpsveis lik T-stykket - en rørfitting som lar strømningen deles eller slås sammen ved en 90-graders gren samtidig som den opprettholder lik diameter over alle tre utløpene. Enten du designer et prosessanlegg, et vannbehandlingsanlegg eller en olje- og gassrørledning, er det grunnleggende å forstå stussveis like T-stykker for å ta de riktige ingeniørbeslutningene.
Hva er en butt Weld Equal Tee?
A stumpsveis lik tee , også ofte referert til som en rett T- eller lik T-kobling, er en T-formet rørkobling der alle tre tilkoblingsportene deler samme nominelle rørstørrelse (NPS). Den er designet for å bli skjøtet til tilstøtende rør gjennom stumpsveising - en prosess der rørendene justeres ansikt til ansikt og smeltes sammen ved hjelp av varme. Denne metoden gir en permanent, lekkasjesikker skjøt med strukturell integritet som kan sammenlignes med selve røret.
Betegnelsen "lik" betyr at løperøret og grenrøret har identiske diametre. Dette står i kontrast til en reduserende tee, hvor grenutløpet er mindre enn løpet. Like T-stykker foretrekkes når det kreves jevn strømningsfordeling i alle retninger fra et enkelt knutepunkt.
Hvordan fungerer stumpsveising for T-deler?
Stumsveising er en av de mest strukturelt forsvarlige metodene for sammenføyning av rørkomponenter. Prosessen innebærer å forberede rørendene og monteringsendene med en spesifikk skråvinkel - typisk mellom 30° og 37,5° - for å lage et spor som lar sveisefyllmaterialet trenge dypt inn og danne en helgjennomtrengningssveis. Når den utføres riktig, oppnår sveiseskjøten nesten 100 % effektivitet, noe som betyr at den kan opprettholde samme trykkklassifisering som grunnmaterialet.
For en stumsveis lik T-stykke, kreves det tre separate stumsveiser - to på løpendene og en på grenutløpet. Kvaliteten på hver sveis er kritisk. I høytrykks- eller høytemperaturapplikasjoner utføres ikke-destruktiv testing (NDT) som radiografisk testing (RT) eller ultralydtesting (UT) etter sveising for å verifisere integriteten til hver skjøt.

Vanlige materialer som brukes til stussveis like T-stykker
Stumsveis like tees er produsert i et bredt spekter av materialer for å passe til ulike servicemiljøer. Valget av materiale påvirker direkte armaturens korrosjonsmotstand, temperaturtoleranse og mekaniske styrke. Nedenfor er de mest brukte materialene:
- Karbonstål (ASTM A234 WPB): Det mest brukte materialet for generell rørføring. Den gir god styrke til moderat pris og er egnet for temperaturer fra -29°C til 427°C.
- Rustfritt stål (ASTM A403 WP304/316): Foretrukket i korrosive miljøer som kjemisk prosessering, mat og drikke og marine applikasjoner. Grade 316 tilbyr overlegen motstand mot kloridindusert korrosjon.
- Legert stål (ASTM A234 WP11/WP22): Brukes i høytemperatur- og høytrykkssystemer som kraftkjeler og raffinerier. Krom-molybden-legeringer gir økt krypemotstand.
- Duplex og Super Duplex rustfritt stål: Valgt for offshore- og undervannsapplikasjoner hvor både styrke og korrosjonsmotstand er kritisk.
- Nikkellegeringer (Inconel, Monel, Hastelloy): Brukes i ekstreme miljøer som involverer aggressive kjemikalier, svært høye temperaturer eller kryogene forhold.
Nøkkeldimensjonale standarder og spesifikasjoner
Stumsveis like T-stykker må samsvare med internasjonalt anerkjente dimensjons- og materialstandarder for å sikre kompatibilitet på tvers av rørsystemer. Innkjøps- og ingeniørteam må alltid verifisere at beslag oppfyller gjeldende spesifikasjoner før installasjon.
| Standard | Omfang |
| ASME B16.9 | Fabrikklagde smide stumpsveisebeslag (dimensjoner og toleranser) |
| ASME B16.28 | Albuer og returer med kort radius (referert til sammen med B16.9) |
| ASTM A234 | Rørfittings i karbon og legert stål for moderate og høye temperaturer |
| ASTM A403 | Smidde austenittiske rørbeslag i rustfritt stål |
| MSS SP-75 | Høytestede smidde stumpsveisebeslag for høytrykksservice |
| EN 10253 | Europeisk standard for stumpsveising av rørdeler |
Veggtykkelsesplaner (Sch 10, Sch 40, Sch 80, Sch 160, XXS) bestemmer armaturens trykkevne. Tidsplanen må samsvare med tilkoblingsrøret for å sikre en jevn innvendig boring og riktig sveiseforberedelse.
Produksjonsmetoder: Hvordan produseres like tees?
Produksjonsmetoden påvirker beslagets mekaniske egenskaper, overflatefinish og dimensjonsnøyaktighet. De to primære produksjonsmetodene er:
Varmforming (ekstruderingsmetode)
Dette er den vanligste produksjonsprosessen for T-stykker med større diameter. Et forhåndsformet rør eller plate blir oppvarmet og deretter hydraulisk presset inn i en dyse for å danne T-formen. Grenen er ekstrudert utover fra hovedløpet. Denne metoden gir en sømløs eller nesten sømløs tilpasning med utmerket kornstruktur og jevn veggtykkelse, noe som gjør den svært egnet for trykkkritiske applikasjoner.
Kaldforming
Brukes hovedsakelig til T-stykker med mindre diameter (typisk under DN 50), kaldforming innebærer pressing av materialet ved romtemperatur. Denne metoden gir stramme dimensjonstoleranser og en ren overflatefinish, men kan føre til restspenninger i materialet. Etterformende varmebehandling brukes ofte for å avlaste disse påkjenningene, spesielt for rustfrie stålkvaliteter.
Applikasjoner på tvers av bransjer
Stumsveis lik T-skjorten er en universalkobling som finnes i praktisk talt alle sektorer som bruker trykkrør. Dens allsidige design og sterke sveisede skjøter gjør den anvendelig under krevende forhold der andre koblingstyper kan svikte.
- Olje og gass: Brukes mye i oppstrøms, midtstrøms og nedstrøms rørledninger for å forgrene strømning til separatorer, varmevekslere og lagringstanker.
- Petrokjemisk og kjemisk prosessering: Nødvendig ved reaktortilførselslinjer, destillasjonskolonner og kjemiske doseringssystemer der lekkasjefri ytelse er obligatorisk.
- Kraftproduksjon: Finnes i dampdistribusjonssystemer, kjelematevannsledninger og kjølevannskretser i både konvensjonelle og kjernekraftverk.
- Vann- og avløpsvannbehandling: Brukes i distribusjonssamler og prosessrør hvor korrosjonsbestandighet og lang levetid er prioritert.
- Farmasøytisk og matforedling: Hygienisk rustfritt stål like tees med glatt indre boring og elektropolerte overflater forhindrer bakterievekst og sikrer produktets renhet.
- Skipsbygging og offshoreplattformer: T-stykker av tosidig stål i marin kvalitet brukes i sjøvannskjøling og ballastsystemer ombord på fartøyer og offshorekonstruksjoner.
Installasjon Beste praksis for stumpsveis like T-stykker
Riktig installasjon er like viktig som materialvalg. En høykvalitets fitting kan bli kompromittert av dårlig sveiseteknikk, utilstrekkelig forberedelse eller feil justering. Følgende beste fremgangsmåter bidrar til å sikre en pålitelig, langvarig installasjon:
Forberedelse av rørende
Alle rørender og monteringsender må være rene, fri for rust, kalkavleiring, maling, olje eller fuktighet før sveising. Avfasningsvinkler må samsvare med beslagets endeforberedelse - typisk 30° for ASME B16.9-konforme beslag. Bruk mekaniske skråverktøy eller plasmaskjæring med sliping for å oppnå en presis kant. Feiljusterte faser øker risikoen for ufullstendig fusjon og sveisefeil.
Fit-Up og Alignment
Festsveis beslaget i minst tre posisjoner med lik avstand før du fullfører rotpassasjen. Sørg for at den indre boringen er i flukt for å forhindre turbulens, erosjon eller sprekkkorrosjon i skjøten. Bruk rørjusteringsklemmer eller monteringsverktøy for å opprettholde konsentrisiteten gjennom hele sveiseprosessen. Feiljustering - selv med noen få millimeter - kan skape stresskonsentrasjonspunkter som reduserer utmattelseslivet.
Pre-Heat og Post-Weld Heat Treatment (PWHT)
Avhengig av materialet og veggtykkelsen, kan det være nødvendig med forvarming for å hindre at hydrogen sprekker. Karbonstålrør med veggtykkelser over 25 mm krever vanligvis forvarming til minst 150°C. Etter sveising kan PWHT være pålagt av gjeldende koder (ASME B31.3, EN 13480) for å avlaste restspenninger, spesielt i installasjoner av legert stål og tykkvegget karbonstål.
Inspeksjon etter installasjon
Etter sveising bør hver skjøt inspiseres visuelt, etterfulgt av NDT som passer til serviceklassen. For kritisk service (klasse 1 per ASME B31.3) er 100 % radiografisk eller ultralydtesting av hver sveis standard. Hydrostatisk eller pneumatisk trykktesting av den ferdige sammenstillingen verifiserer tettheten av systemet før igangkjøring.
Sammenligning av butt Weld Equal Tees med andre Tee-sammenføyningsmetoder
Ikke alle tee-beslag bruker stumpsveising. Å forstå hvordan denne metoden kan sammenlignes med alternativer hjelper ingeniører med å velge riktig løsning for hver applikasjonskontekst.
| Tilkoblingstype | Trykkvurdering | Demontering | Beste brukstilfelle |
| Rumpsveis | Høyest | Nei (permanent) | Høytrykks- og høytemperatursystemer |
| Gjenget (NPT) | Lav til moderat | Ja | Liten boring, lavtrykksledninger |
| Sokkelsveis | Moderat til høy | Nei | Liten boring, høytrykksrør (≤DN 50) |
| Flensed | Høy | Ja | Der hyppig vedlikehold eller fjerning er nødvendig |
Stumsveis like T-stykker skiller seg ut for deres evne til å håndtere de mest krevende serviceforholdene samtidig som systemet holder seg fullstendig forseglet uten pakninger, tetninger eller gjenger som kan forringes over tid.
Velge riktig butt Weld Equal Tee for prosjektet ditt
Å velge riktig lik tee innebærer mer enn bare å matche rørdiameteren. Ingeniører må vurdere flere tekniske parametere samtidig for å sikre at beslaget fungerer pålitelig over den tiltenkte levetiden.
- Nominell rørstørrelse (NPS) og tidsplan: Må matche det tilkoblede røret for å sikre strukturell kontinuitet og riktig sveisegap.
- Designtrykk og temperatur: Kryssreferansemateriale tillatte spenninger fra ASME Seksjon II Del D mot systemets maksimale driftsforhold.
- Væskekompatibilitet: Kontroller at monteringsmaterialet er kjemisk kompatibelt med prosessvæsken, inkludert sporforurensninger og rengjøringsmidler.
- Varmebehandlingstilstand: Spesifiser normalisert, glødet eller løsningsglødet tilstand som kreves av gjeldende materialstandard.
- Tredjeparts inspeksjon og sertifisering: For kritisk service, kreve materialtestrapporter (MTR), positiv materialidentifikasjon (PMI) og tredjepartssertifisering fra organer som Lloyd's, Bureau Veritas eller DNV.
Å investere tid i riktig spesifikasjon på forhånd forhindrer kostbare feil, uplanlagte driftsstanser og sikkerhetshendelser. En stumsveis lik T-skjorte, når den er korrekt spesifisert, produsert og installert, vil levere tiår med pålitelig service selv i de mest utfordrende industrielle miljøene.
Siste nytt
Nyheter Og blogger
Hold deg informert om våre siste hendelser


